
首頁 製程說明
製程說明
製程流程說明
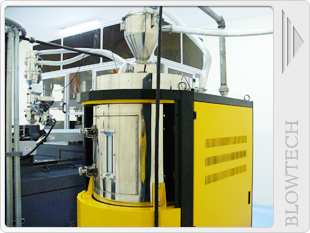
周邊設備–除濕乾燥機

周邊設備–高壓空氣壓縮機與空氣乾燥機

周邊設備–冰水機
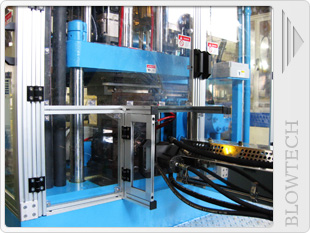
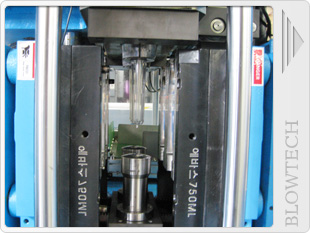
步驟1-原料注入注出模具
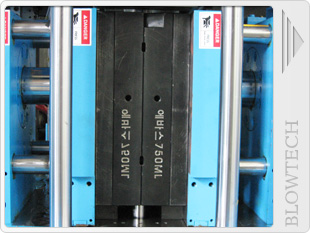
步驟2-瓶胚注出完成
步驟3-轉盤旋轉180度
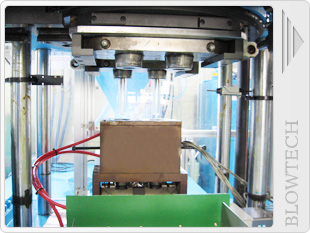
步驟4-瓶胚移載到吹瓶模
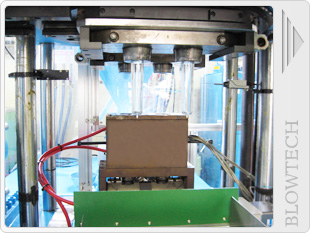
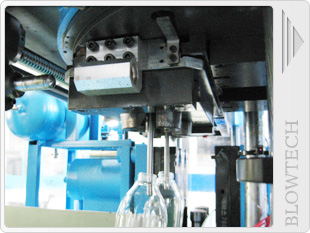
步驟5-吹瓶模合模吹瓶

步驟6-吹瓶完成

步驟7-成品移載到取出位置
步驟8-成品頂出釋放
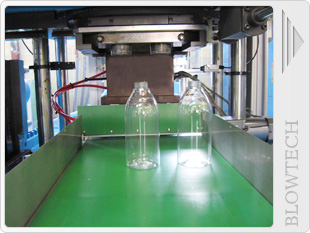
步驟9-輸送帶移出成品
周邊設備–除濕乾燥機
周邊設備–高壓空氣壓縮機與空氣乾燥機
周邊設備–冰水機
步驟1-原料注入注出模具
步驟2-瓶胚注出完成
步驟3-轉盤旋轉180度
步驟4-瓶胚移載到吹瓶模
步驟5-吹瓶模合模吹瓶
步驟6-吹瓶完成
步驟7-成品移載到取出位置
步驟8-成品頂出釋放
步驟9-輸送帶移出成品
| 注拉吹成形與押吹成形與之優缺點比較 | ||
| 比較項目 | 押吹成形 | 注拉吹成形 |
| 廢料(毛邊料) | 產過程中不斷產出廢料,約佔原料5-30%,產品越小所佔比例越高。廢料需回收再使用,影響加工穩定性,且須增加回收設備投資約10-15﹪。 | 廢料僅在開機過程中產生,生產過程中不會產出廢料,沒有廢料回收的困擾。 |
| 材料的順向性 | 型胚溫度太高,不易產生順向。 | 順向性強,容器強度較佳。 |
| 投資成本 | 僅投資押出機與吹瓶模,成本較低。 | 除注出機與吹瓶模外,另需瓶胚模具,成本較高,但生產效率也相對較高。 |
| 清晰度 | 易有流痕,清晰度較差。 | 對透明原料而言清晰度甚佳。 |
| 瓶底接合線 | 瓶底有接合線產生,外觀較差,且接合線處強度較弱。 | 瓶底無接合線,強度較佳。 |
| 凸形瓶底 | 因有接合線且須割除毛邊,難以設計多樣化之凸形底。 | 可設計多樣化之凸形底,外觀美麗多樣。 |
| 瓶蓋螺紋 | 精確度差,尺寸不穩定。 | 精確度佳,尺寸穩定。 |
| 瓶口平整性 | 瓶口較不平整,內容物易外漏。 | 瓶口平整,內容物不易外漏。 |
| 容器厚度 | 容器壁厚不均。 | 容器壁厚均勻。 |
| 重量 | 較重,原料成本較高。 | 可生產較輕容器,原料成本低。 |